




1. Përmbledhje
Tubi i brendshëm është një produkt i hollë gome, dhe disa produkte mbeturinash prodhohen në mënyrë të pashmangshme gjatë procesit të prodhimit, të cilat nuk mund të krahasohen me gomën e jashtme, por e sajvalvulatjanë të paprekura dhe këto valvola mund të riciklohen dhe ripërdoren për prodhimin e tubave të brendshëm. Kompania jonë ka kryer disa eksperimente mbi riciklimin dhe ripërdorimin e valvulave të tubave të brendshëm, por cilësia e pamjes së valvulave të ricikluara është e dobët dhe forca e lidhjes midis bazës së valvulës dhe jastëkut të gomës është e ulët dhe duhet të ripërdoret para se të mund të përdoret.
Kjo punë përmirëson procesin e riciklimit të mbeturinave dhe valvulave të brendshme me defekte me qëllim uljen e mbeturinave dhe përmirësimin e përfitimeve ekonomike të ndërmarrjeve.
2. Analiza e Problemit
Procesi i riciklimit të mbetjeve origjinale dhe atyre me defektvalvulat e tubit të brendshëmështë si më poshtë: mbeturina dhe valvula të brendshme me defekt → djegie → trajtim me acid → vullkanizim me një modalitet të vetëm (jastëkë ngjitës) → qime në jastëkët e gomës.
Problemet e procesit të lartpërmendur janë si më poshtë.
(1) Djegia e mbeturinave dhe valvulave të brendshme me defekt do të shkaktojë ndotje serioze të mjedisit. Trupi i valvulës së ricikluar deformohet lehtë dhe ka një pamje të ndyrë. Është e vështirë të pastrohet gjatë trajtimit me acid, dhe është e lehtë të shkaktohet ndotje në procese të tjera.
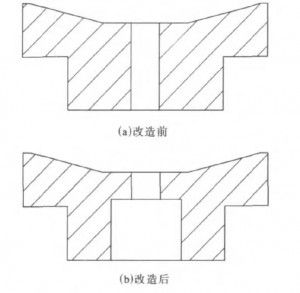
(2) Për të lehtësuar heqjen dhe heqjen e valvulës, dizajni origjinal i formës së vullkanizimit është një formë e vetme dhe e ndarë në 3 pjesë. Vullkanizimi me një modalitet kërkon shumë kohë, efikasitet të ulët, intensitet të lartë pune dhe konsum energjie, dhe sipërfaqja e jashtme e valvulës së vullkanizuar është e prirur ndaj shiritave të tepërt të gomës, goma mbështjell gojën e saj dhe cilësia e pamjes së valvulës nuk i plotëson kërkesat. Fortësia ngjitëse e jastëkut ngjitës gjithashtu nuk është e qëndrueshme.
(3) Shtrimi manual i jastëkut të gomës ka problemet e intensitetit të lartë të punës, efikasitetit të ulët dhe sipërfaqes së pabarabartë të shtrimit, të cilat ndikojnë në lidhjen e jastëkut të gomës dhe materialit të gomës së tubit të brendshëm.
3 Efekti i përmirësimit
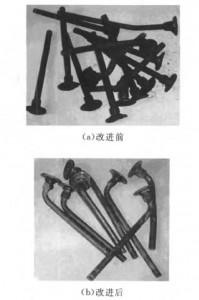
Figura 2 tregon trupin e grykës së rikuperuar para dhe pas përmirësimit të procesit të mëposhtëm. Nga Figura 2 mund të shihet se trupi i grykës së trajtuar me procesin e përmirësuar është padyshim i pastër dhe trupi i grykës është pothuajse i paprekur. Me procesin e përmirësuar, sasia e acidit dhe ujit të përdorur është më e vogël, dhe ndotja e mjedisit është më e vogël, dhe jastëku i prerë i gomës mund të riciklohet për të prodhuar gomë të rikuperuar.
Para përmirësimit, efekti i transferimit të nxehtësisë së formës është i dobët dhe vullkanizimi zgjat 15 minuta. Sipas kushteve të funksionimit të vullkanizuesit ekzistues të sheshtë, vetëm 4 valvola mund të vullkanizohen në të njëjtën kohë dhe rreth 16 valvola mund të prodhohen në orë, gjë që nuk përfshin kohën e ngarkimit të formës. Me formën e kombinuar të modifikuar, duhen vetëm 5 minuta për të vullkanizuar, 25 valvola mund të vullkanizohen çdo herë dhe rreth 300 valvola mund të prodhohen në orë. Është e lehtë për t'u instaluar dhe çmontuar, dhe intensiteti i punës është i ulët.
Me makinën e modifikuar të formës dhe heqjes së akrepave, mund të prodhohen si valvola të drejta ashtu edhe valvola të lakuara, dhe kushtet e procesit janë të njëjta. Nuk ka ndonjë ndryshim të dukshëm në pamjen dhe cilësinë e brendshme midis valvulave të ricikluara dhe të ripërdorura nga procesi i përmirësuar dhe valvulave të reja. Rezultatet e testimit tregojnë se forca mesatare e lidhjes midis bazës së valvulës dhe jastëkut të gomës të ricikluar nga procesi i përmirësuar është 12.8 kN m-1, ndërsa forca mesatare e lidhjes midis bazës së re të valvulës dhe jastëkut të gomës është 12.9 kN m-1. Standardet e Ndërmarrjes kërkojnë që forca e lidhjes të mos jetë më pak se 7 kN·m-1.
Pas më shumë se dhjetë vjetësh zhvillimi të shpejtë, industria kineze e valvulave ka dominuar botën. Aktualisht, prodhimi i valvulave në vendin tim përbën më shumë se 70% të prodhimit të përgjithshëm botëror të valvulave, duke u renditur i pari në prodhimin dhe shitjet botërore të valvulave. Për të përmbushur nevojat e tregjeve vendase dhe ndërkombëtare, shkalla e valvulave pa tub është rritur gradualisht. Në vitin 2015, prodhimi i valvulave pa tub ka përbërë më shumë se gjysmën e prodhimit të përgjithshëm të valvulave. Kërkesa e madhe e tregut vendas po nxit vazhdimisht zhvillimin e industrisë.
Kërkesa e tregut të valvulave ndahet kryesisht në tregun OEM dhe tregun AM. Të dhënat e fundit tregojnë se valvula e ajrit është një pjesë e rëndësishme sigurie e modulit të rrotave të automobilit. Meqenëse ka qenë e ekspozuar ndaj ambientit të jashtëm për një kohë të gjatë, ajo duhet t'i rezistojë erozioneve të ndryshme të ashpra mjedisore. Valvulat në përgjithësi zëvendësohen gjatë inspektimeve vjetore dhe zëvendësimeve të gomave, kështu që kërkesa për valvula në tregun AM është shumë më e lartë se ajo në tregun OEM.
4. Epilog
Me teknologji të përmirësuar, për sa kohë që trupi i valvulës nuk deformohet, ai mund të riciklohet. Cilësia e valvulave të ajrit të ricikluar përmbush kërkesat e përdorimit, gjë që mund të zvogëlojë konsumin e lëndëve të para dhe të energjisë, të ulë koston e prodhimit të tubave të brendshëm dhe të përmirësojë përfitimet ekonomike të ndërmarrjeve.
Koha e postimit: 02 Dhjetor 2022
